


Il colore delle venature del legno dello strato di coestrusione WPC può essere regolato con i seguenti metodi:
1. Scegli diversi masterbatch
1). Principio
- Masterbatch è un colorante plastico costituito da un'elevata percentuale di pigmenti o additivi e resine termoplastiche ben disperse. Scegliendo masterbatch di colore diverso è possibile conferire allo strato di coestrusione del WPC un colore specifico della venatura del legno.
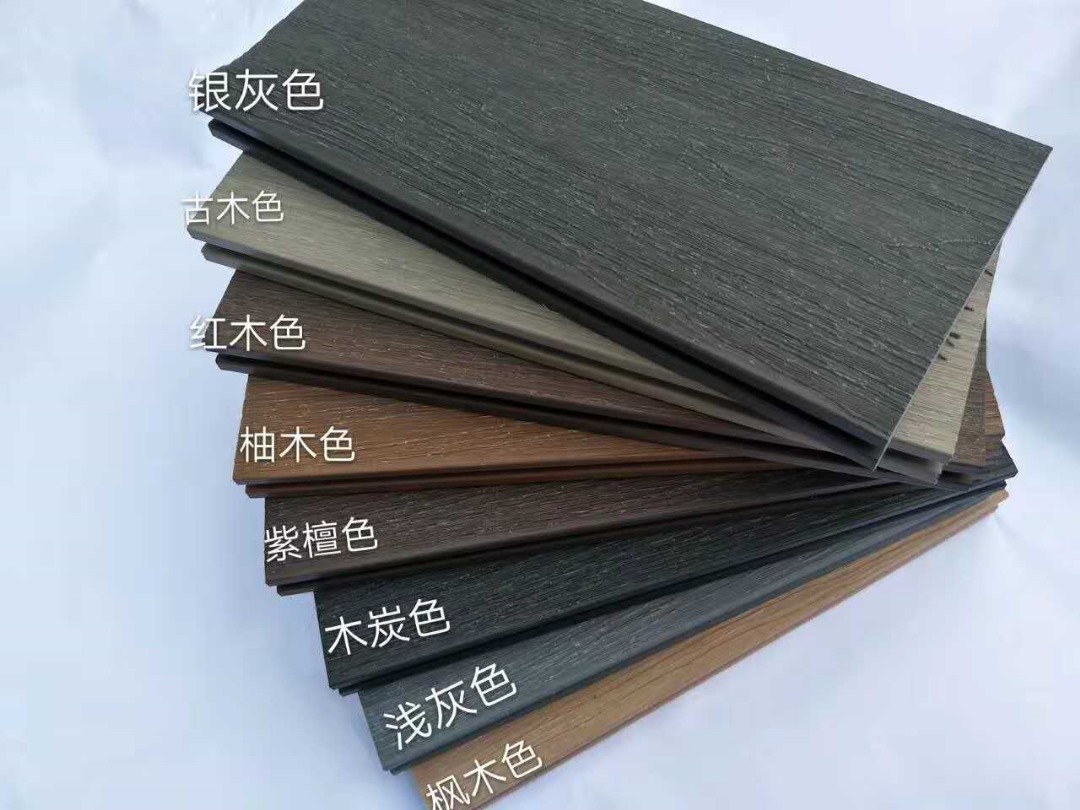
- Ad esempio, scegliendo masterbatch di diverse tonalità come marrone, giallo e rosso, è possibile mescolare colori delle venature del legno simili a legni diversi, come rovere, noce, ciliegio, ecc.
2). Metodo operativo
- A seconda del colore della venatura del legno richiesto, aggiungere una quantità adeguata di masterbatch alle materie prime dello strato di coestrusione di WPC. In generale, il rapporto di aggiunta del masterbatch è compreso tra l'1% e il 5% e il rapporto specifico può essere regolato in base alle condizioni effettive.
- Quando aggiungi il masterbatch, assicurati di mescolarlo uniformemente per garantire la consistenza del colore. È possibile utilizzare un miscelatore ad alta velocità o la sezione di miscelazione dell'estrusore per mescolare in modo che il masterbatch e le materie prime siano completamente miscelati.
2. Regolare i parametri del processo di coestrusione
1). Controllo della temperatura
- Temperature diverse influenzeranno la resa cromatica dello strato di coestrusione legno-plastica. In generale, una temperatura più alta renderà il colore più scuro, mentre una temperatura più bassa renderà il colore più chiaro.
- Ad esempio, nel processo di coestrusione, se si desidera ottenere un colore della venatura del legno più chiaro, è possibile ridurre opportunamente la temperatura dell'estrusore. Ma tieni presente che una temperatura troppo bassa può causare il deterioramento della qualità dello strato di coestrusione, come delaminazione, superficie ruvida e altri problemi.
- Pertanto, è necessario determinare l'intervallo di temperatura appropriato attraverso esperimenti in base all'attrezzatura specifica e alle condizioni della materia prima per ottenere il colore desiderato della venatura del legno.
2). Velocità di estrusione
- La velocità di estrusione influenzerà anche il colore dello strato di coestrusione legno-plastica. In generale, una velocità di estrusione più elevata renderà il colore più chiaro, mentre una velocità di estrusione più lenta renderà il colore più scuro.
- Questo perché la variazione della velocità di estrusione influenzerà il tempo di permanenza e il grado di riscaldamento delle materie prime nell'estrusore, influenzando così la resa cromatica.
- Allo stesso modo, è necessario determinare attraverso esperimenti la velocità di estrusione adeguata per ottenere il colore ideale delle venature del legno.
3). Regolazione della pressione
- Anche la pressione durante il processo di coestrusione avrà un certo effetto sul colore. Aumentando adeguatamente la pressione è possibile rendere lo strato di coestrusione più denso e il colore diventerà di conseguenza più scuro.
- Tuttavia, una pressione troppo elevata può causare danni all'apparecchiatura o difetti nello strato di coestrusione. Pertanto, è necessario effettuare la regolazione in base alla situazione reale per trovare l'intervallo di pressione appropriato.

3. Utilizzare diverse venature del legno in rilievo
1). Principio
- La struttura superficiale della goffratura delle venature del legno influenzerà direttamente l'effetto delle venature del legno dello strato di coestrusione legno-plastica. Scegliendo diverse goffrature delle venature del legno, è possibile ottenere diversi colori e texture delle venature del legno.
- Ad esempio, alcune venature del legno in rilievo hanno una struttura più profonda, che può conferire allo strato di coestrusione un tocco più profondo delle venature del legno; mentre alcune goffrature con venature del legno hanno una consistenza più leggera, che può produrre un effetto di venature del legno più leggero.
2). Metodo operativo
- In base alla struttura delle venature del legno richiesta, selezionare un rullo per goffratura adatto alle venature del legno. Quando si installa il rullo di goffratura, assicurarsi che il rullo di goffratura sia installato saldamente per evitare allentamenti o deviazioni durante il processo di coestrusione.
- Allo stesso tempo, prestare attenzione alla pulizia e alla manutenzione del rullo di goffratura e pulire regolarmente le impurità e i residui sulla superficie del rullo di goffratura per garantire la chiarezza e la stabilità delle venature del legno.

4. Post-elaborazione
1). Levigatura e irruvidimento
- Una volta completata la produzione dello strato di coestrusione legno-plastica, è possibile regolare il colore e il tatto della venatura del legno mediante levigatura e irruvidimento.

5. Precauzioni
1). Stabilità del colore
- Quando si regola il colore delle venature del legno dello strato di coestrusione legno-plastica, prestare attenzione alla stabilità del colore. Diversi fattori ambientali, come luce, temperatura, umidità, ecc., possono causare cambiamenti di colore.
- Pertanto, quando si selezionano materiali come masterbatch e rivestimenti, è necessario selezionare prodotti con buona resistenza agli agenti atmosferici e stabilità per garantire che il colore non cambi in modo significativo durante l'uso a lungo termine.
2). Coordinamento con il progetto complessivo
- La regolazione del colore delle venature del legno deve essere coordinata con lo stile generale del design. Considera l'uso del prodotto, l'ambiente, le esigenze del cliente e altri fattori e scegli il colore appropriato della venatura del legno per ottenere il miglior effetto visivo.
3). Controllo di qualità
- Nel processo di regolazione del colore delle venature del legno, controllare rigorosamente la qualità del prodotto. Assicurarsi che lo spessore dello strato di coestrusione sia uniforme, che la superficie sia liscia, priva di difetti e che il colore sia uniforme. La qualità del prodotto può essere monitorata mediante test regolari e ispezioni a campione.




