

Soluzione per deviazione dimensionale, deformazione e deformazione nella produzione di porte in WPC
Soluzione per deviazione dimensionale, deformazione e deformazione nella produzione di porte in WPC
Astratto
Le porte in legno-plastica composita (WPC) sono emerse come un prodotto mainstream nel moderno settore manifatturiero di porte e finestre in virtù dei loro eccezionali vantaggi tra cui rispetto dell'ambiente, resistenza all'umidità, resistenza alla corrosione e bassi costi di produzione complessivi. Tuttavia, la deviazione dimensionale, la deformazione e la deformazione irreversibile sono tre difetti di qualità prevalenti durante il processo di estrusione e stampaggio delle porte in WPC. Questi problemi non solo riducono la planarità della superficie e l'aspetto generale dei prodotti finiti, ma influiscono direttamente anche sull'efficienza del successivo assemblaggio, sulla durata del prodotto e sulla soddisfazione del cliente. Sulla base di anni di esperienza nella produzione in loco e di ricerca tecnica, gli ingegneri professionisti di Yongte riassumono soluzioni mirate di regolazione e correzione per i tre difetti di cui sopra, con l'obiettivo di fornire riferimenti tecnici affidabili ai produttori di porte in WPC per ottimizzare i processi di produzione e migliorare la qualità del prodotto.

1. Introduzione
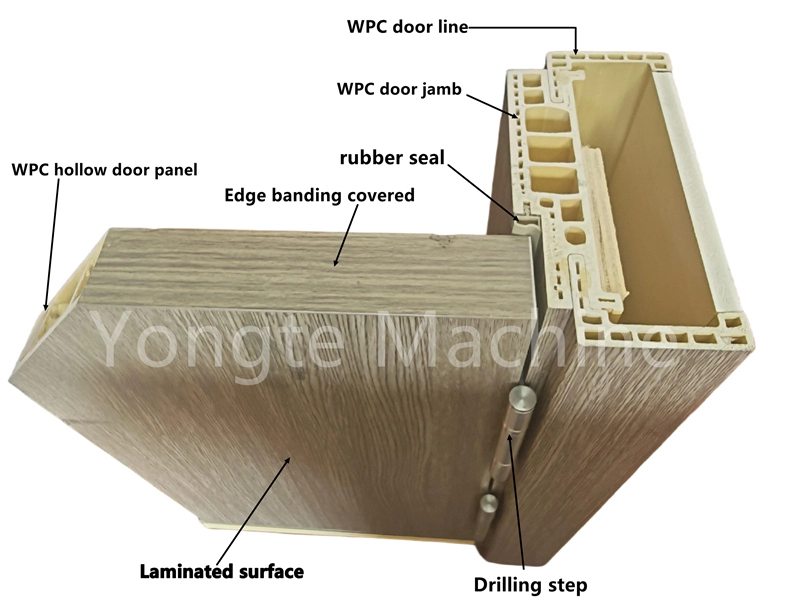
I materiali WPC sono composti con fibre vegetali, resina termoplastica, additivi funzionali e altre materie prime attraverso la fusione ad alta temperatura e lo stampaggio per estrusione. Influenzati da molteplici fattori come il rapporto della formula della materia prima, la temperatura di estrusione, il sistema di raffreddamento, la velocità di trazione e il processo di taglio, i prodotti per porte WPC semilavorati e finiti sono soggetti a dimensioni complessive instabili, deformazione unilaterale o bilaterale e deformazione strutturale. Diversamente dalle tradizionali porte in legno massello e dalle porte in PVC, le porte in WPC presentano complesse caratteristiche di sollecitazione strutturale interna. Il debug cieco di un singolo parametro di processo non può eliminare completamente i difetti di qualità; è necessaria un'ottimizzazione sistematica dallo stampaggio, dal raffreddamento alla post-elaborazione. Questo documento analizza le cause profonde dei difetti comuni e propone strategie di correzione fattibili.
2. Cause e soluzioni correttive dei difetti comuni delle porte WPC
2.1 Deviazione dimensionale
2.1.1 Cause dei difetti
La deviazione dimensionale si riferisce all'errore tra la lunghezza, la larghezza e lo spessore effettivi delle porte in WPC e i valori di progettazione standard, che si verifica principalmente nella fase di taglio e nella fase di stampaggio per estrusione. I principali fattori che inducono includono il raffreddamento non uniforme dei profili, la velocità di trazione fluttuante, la progettazione strutturale irragionevole del sistema di sagomatura ed errori nel taglio manuale o meccanico. Errori dimensionali eccessivi porteranno a uno scarso abbinamento durante l'assemblaggio del telaio della porta, con conseguenti spazi vuoti, inceppamenti della porta e altri problemi post-vendita.
2.1.2 Misure correttive professionali
Secondo il team tecnico di Yongte, un processo combinato di formatura sotto vuoto, circolazione di raffreddamento ad acqua e controllo stabile della trazione è il nucleo per controllare la precisione dimensionale delle porte in WPC. Innanzitutto, il sistema di sagomatura sotto vuoto viene adottato per vincolare il contorno esterno dei profili WPC estrusi in tempo reale, in modo da evitare l'espansione o il restringimento del profilo causato dall'espansione termica e dalla contrazione a freddo. In secondo luogo, il dispositivo di raffreddamento ad acqua circolante è configurato per realizzare un raffreddamento uniforme e graduale degli strati interno ed esterno del pannello della porta, eliminare le differenze di ritiro locale e stabilizzare la dimensione di base del profilo dopo lo stampaggio.
Inoltre, è essenziale abbinare un dispositivo di trazione a velocità costante ad alta precisione per evitare oscillazioni dimensionali causate dalla trazione veloce e lenta. Collaborando con apparecchiature di taglio a lunghezza fissa ottimizzate, l'intera linea di produzione può realizzare la precisione di taglio controllata all'interno±1 mm, che soddisfa pienamente gli elevati standard di assemblaggio delle porte WPC finite.

2.2 Deformazione del pannello
2.2.1 Cause dei difetti
La deformazione è uno dei difetti più frequenti delle porte in WPC, che si manifesta principalmente come piegatura ad arco del pannello della porta in direzione orizzontale o verticale. Le cause principali riguardano la velocità di raffreddamento asimmetrica su entrambi i lati del profilo, uno spazio incoerente tra i bordi della matrice dello stampo di estrusione e una tensione di trazione instabile. Il raffreddamento asimmetrico porterà a uno stress da contrazione incoerente sulle superfici superiore e inferiore del pannello della porta; uno spazio irragionevole tra i bordi dello stampo causerà uno scarico non uniforme dei materiali compositi; e le frequenti fluttuazioni della velocità di trazione aggraveranno la distribuzione sbilanciata delle sollecitazioni dei prodotti semilavorati.
2.2.2 Misure correttive professionali
Per risolvere fondamentalmente il problema della deformazione, i produttori devono ottimizzare in modo sincrono il sistema di raffreddamento, la struttura dello stampo e i parametri di trazione. Innanzitutto, implementare una gestione equilibrata del raffreddamento, regolare il flusso dell'acqua e la temperatura del canale dell'acqua di raffreddamento su entrambi i lati dello stampo di formatura, garantire la velocità di raffreddamento sincrono delle parti superiore e inferiore del pannello della porta WPC e ridurre la differenza di stress generata nella fase di raffreddamento.
In secondo luogo, rilevare e calibrare regolarmente lo spazio tra i bordi della matrice dello stampo di estrusione per garantire la simmetria dello spazio sui lati sinistro e destro, nonché sui lati superiore e inferiore, in modo che i materiali WPC fusi possano essere scaricati in modo uniforme e la densità di tutte le parti del pannello della porta rimanga coerente. Infine, mantenere la velocità operativa costante dell'unità di trazione, impostare una soglia di tensione ragionevole, evitare accelerazioni e decelerazioni improvvise ed evitare che la forza di trazione esterna causi una deformazione di flessione irreversibile del pannello della porta polimerizzato non raffreddato.

2.3 Deformazione strutturale
2.3.1 Cause dei difetti
Diversamente dalla deformazione superficiale, la deformazione strutturale rientra nel danno permanente interno dei profili delle porte in WPC, tra cui rientranza, torsione e collasso complessivo. Questo difetto è causato principalmente da una progettazione irragionevole del percorso di raffreddamento, da stress interno residuo all'interno del materiale e da una formula sbilanciata della materia prima. Percorsi di raffreddamento irragionevoli porteranno ad eccessive sollecitazioni residue all'interno del profilo; il rapporto non corrispondente tra fibra vegetale, matrice plastica e additivi ridurrà la tenacità e la stabilità strutturale dei materiali WPC, rendendo i prodotti finiti inclini alla deformazione in caso di variazioni di temperatura esterna e di estrusione forzata esterna.
2.3.2 Misure correttive professionali
Gli ingegneri di Yongte propongono tre direzioni di ottimizzazione fondamentali per risolvere la deformazione strutturale: ottimizzazione dei percorsi di raffreddamento, rilascio dello stress interno residuo e regolazione della formula della materia prima. In termini di percorsi di raffreddamento, riprogettare la disposizione dei canali dell'acqua di raffreddamento interni ed esterni dell'attrezzatura di formatura, adottare la modalità di raffreddamento graduale di preraffreddamento, modellatura a temperatura costante e raffreddamento finale, realizzare un rilascio lento dello stress durante il raffreddamento dello stampaggio ed evitare un eccessivo accumulo di stress interno.
Per la regolazione dello stress interno, aggiungere una sezione di invecchiamento antistress dopo il processo di trazione, posizionare il pannello della porta inizialmente stampato in un ambiente a temperatura e umidità costanti per un certo periodo per eliminare lo stress residuo. In termini di ottimizzazione della formula, regolare il rapporto di miscelazione di polvere di legno, particelle di plastica, agente di accoppiamento e stabilizzante, migliorare la forza di legame interfacciale tra fibra vegetale e resina termoplastica, migliorare la tenacità complessiva e la capacità antideformazione dei materiali compositi e ridurre sostanzialmente la probabilità di deformazione strutturale.
3. Conclusione
Deviazione dimensionale, deformazione e deformazione sono i principali colli di bottiglia che limitano il miglioramento della qualità dei prodotti per porte in WPC e il verificarsi di vari difetti è correlato e influenzato da molteplici collegamenti di produzione. Nella produzione effettiva, i produttori non dovrebbero fare affidamento solo sul debug di singoli parametri, ma anche costruire un sistema di controllo qualità dell'intero processo che copra la formula delle materie prime, lo stampaggio per estrusione, la formatura sotto vuoto, il raffreddamento ad acqua e la trazione a velocità costante.
L'adozione del processo di produzione ad alta precisione di formatura sotto vuoto + raffreddamento ad acqua + trazione stabile per controllare gli errori dimensionali, abbinando il raffreddamento bilanciato e la struttura simmetrica dello stampo per limitare la deformazione e ottimizzando i percorsi di raffreddamento e le formule dei materiali per eliminare la deformazione strutturale possono risolvere efficacemente i problemi di qualità comuni di cui sopra. Per le aziende produttrici di porte WPC, anche l'impostazione standardizzata dei parametri di processo e la manutenzione quotidiana delle apparecchiature sono prerequisiti importanti per mantenere una qualità del prodotto stabile a lungo termine.
Precedente:Motivo delle crepe nel decking WPC